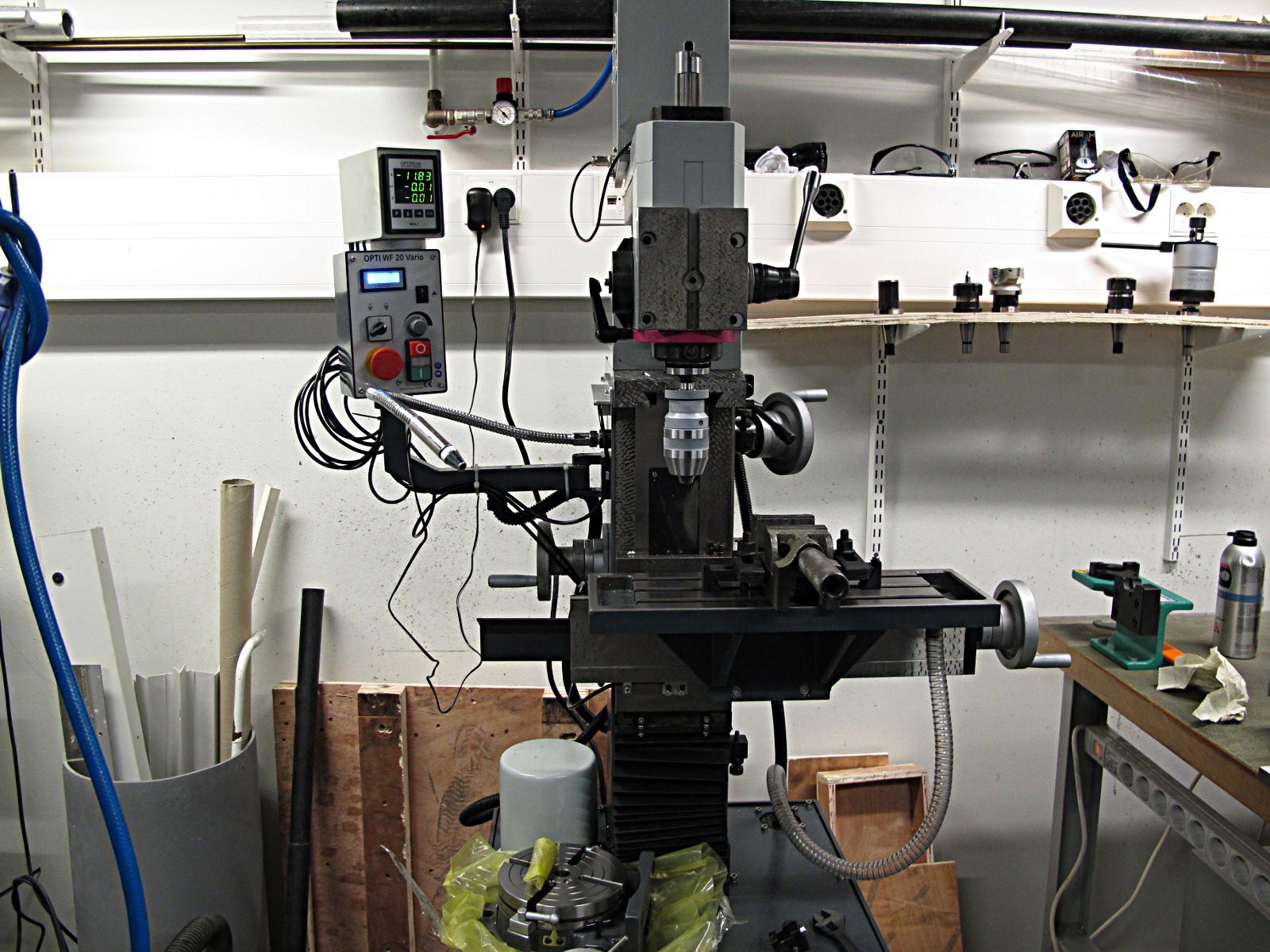
There is a new manual milling machine in the lab, an Optimum WF-20. The design of the machine is similar to the Aciera or a Maho, with the table moving in X and Z, spindle in Y. The spindle can be flipped over for horizontal machining.
We decided to get a machine with a small work-envelope (table XY travel is 260x170 mm), but with good rigidity and hopefully good precision. The machine is around 4 keur but with the magnetic DRO and some basic accessories plus delivery the cost is closer to 6 keur. Add another 1-2 keur for toolholders and tools.
The machine has an ISO30 taper spindle with an M12 draw-bar. In addition to the 0-13mm quick-change drilling chuck in the machine there are some tools on the shelf to the right: ISO30/MT2 adapter, an ER32 chuck, 63 mm carbide-insert face-mill, another ER32 chuck, and a tapping head. There is a 150 mm rotary table on the machine to the lower left. A new 100mm precision vise is on order but not delivered yet.
This means there are now no excuses for not finishing my very delayed lathe project...